

Deep cavity milling is a common machining process, in which a long overhanging tool is used to create cavities, deep inside a material. You may imagine it like a long spoon that is being used to dig out something from the bottom of the jar. Probably, the spoon may bend during the job. So, does a cutting tool in deep cavity milling.
The technique is not as simple as other machining processes. You encounter various challenges; tool deflection is one of those. This article highlights all deep cavity challenges and different approaches to effectively complete the deep cavity milling process, without damaging the milled parts or tool.
Challenges of Deep Cavity
Our journey begins with challenges. Here’s a list of problems that machinists have faced while performing cavity milling:
1. Tool Reach
‘Deep’ cavity milling, as the name suggests, requires machining at a certain depth inside the material. The standard milling cutters aren’t designed to achieve or target those lengths. If you use a shorter tool, it compromises the integrity of the cavity. So, tool reach is a major concern.
2. Tool Deflection
Tool deflection is the biggest of all challenges you may face. Although you require a longer tool for deep milling, that much length deflects if the optimum depth-to-diameter ratio isn’t followed.
Typically, a milling cutter can cut up to 3-4 times its diameter. Beyond that ratio, the tool is prone to deflection. So, you need to find a ‘sweet spot’, a length that’s long enough to cut but does have the desired thickness to avoid deflection.
3. Chip Evacuation
In every machining process, chip formation is inevitable. In most cases, their removal is somewhat simple. However, in this case, the deeper the tool bit goes, the harder it becomes to remove those chips. The reason is as we move down the space gets confined more and more, which makes the chip exit difficult.
Now, this challenge leads to another anomaly. The accumulated chip garbage can interfere with the milling process, which results in reduced accuracy, tool wear, and even tool fracture/failure.
4. Vibrations
Vibrations are another poor trait of the machining process. They get induced from various sources including tool length, spindle speed, feed rate, and the rigidity of the machine setup. In this case, the probability and amplitude are a little higher since we are working with overhanging tool bits.
5. Side Corners Formation
Side corner formation is a by-product of tool deflection. When the tool deflects, the effect isn’t only on the depth of cut, the side walls are equally affected. A tool bending results in small contact with a side wall. That unnecessary contact produces sharp corners and edges.
Strategies for Effective Deep Cavity Milling
The challenges are quite significant and cannot be ignored. With the right strategies, you can effectively overcome and get the desired outcome of the milling operation.
Change the Milling Toolpath
Instead of following the traditional pathways and techniques, I recommend two alternate methods to avoid tool deflection and effective milling operation.

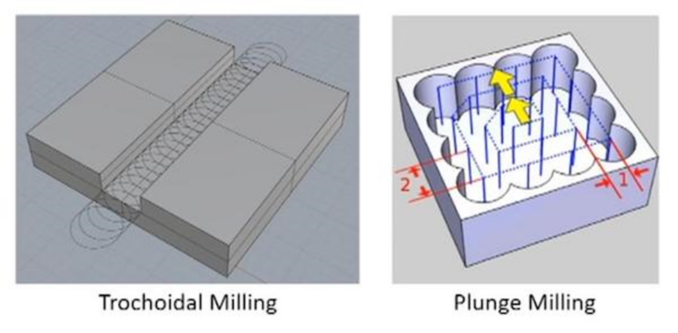
The first one is Trochoidal Milling, where the tool moves in a series of small, circular motions, rather than a straight line. Since a small portion is engaged with the material at a given time, the load on the tool is reduced. This minimizes the chances of deflection. Now, the tool can easily function at higher speeds and feeds without compromising accuracy or finish.
The second method is plunge milling. In this case, the cutting action is performed by the end of the tooltip, rather than its periphery. In other words, cutting occurs along the axis of the cutter. This means that most of the cutting forces are directed vertically, reducing the lateral forces that can cause tool deflection. With minimal side-to-side movement, the tool experiences reduced bending forces. Thus, it remains more stable during the milling process.
Use the Right Tools for Cavity Milling
The right tools do matter; I recommend the use of relieved shanks and high-feed end mills as they overcome most cavity milling challenges.
For instance, relieved shanks are specially designed shanks that have a reduced upper diameter before the cutting tip. This means reduced contact with the sidewall of the pocket during the milling process. By preventing this contact, the tool can move more freely and accurately. This further diminishes the chances of unwanted marks or imperfections on the sidewalls.
High-feed helical end mills are another option. They have a larger angle of twist, which means they can convert more of the cutting force in the vertical direction. This characteristic is beneficial as it also helps counteract tool deflection.
Employ Tool Extenders
As mentioned, standard mill cutters won’t work due to their short length. However, if you insist on using them, get a proper tool extender. Get a branded one, which is engineered to act as the tool’s extended relative, rather than some attachment. It should firmly grip the tool without sacrificing its rigidity and stability.
Set the Right Machining Parameters
Optimizing the machining parameters can also be fruitful. For instance, you may move down the hole by slightly stepping down the axial depth of cut (ADOC). With this approach, a taper side wall, a significant cavity milling challenge, can be avoided.
Two-Step Cutting
Another innovative solution is two-step cutting. Start the process with a larger, more rigid tool that swiftly cuts down to the required depth. Once bulk material is removed and a depth closer to the required one is achieved, switch to a smaller tool. This tool can easily fit in those tight corners and can be used for the final refining of the cavity.
Use High-Pressure Coolant for Evacuation
To effectively evacuate the deeper chips, a high-pressure coolant through the spindle is a game changer. The high pressure will cause the chips to rise to the surface, where they can be disposed of easily.
Programmable coolant nozzles are also available. They are designed to automate the removal process and can be programmed to seamlessly work even after you change tool bits.
Conclusion
Deep cavity milling is a special type of machining operation that comes with its own set of challenges. One has to deal with tool deflection, clutter, vibrations, and cutting irregularities. To overcome these deficiencies, you need to employ the right tools, optimize the machining parameters, and evacuate chip debris with specialized high-pressure coolant setups.


